
Полипропиленовые трубы приходят на смену стальным при монтаже водопроводных систем, систем теплоснабжения и канализации. Преимущество их в небольшой стоимости, длительном, около полста лет, сроке службы и несложности монтажа. Для стыковки полипропиленовых труб используют диффузионную сварку, выполнить которую можно сварочным аппаратом.
Содержание
Конструкция аппарата сварочного для полипропиленовых труб
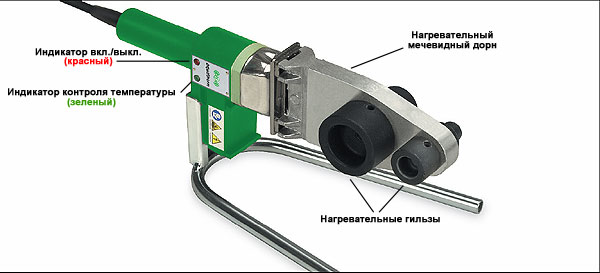
Паяльник для полипропиленовых труб состоит из:
- корпуса;
- регулятора температуры, расположенного на средней части корпуса;
- индикатора нагрева;
- переключателя;
- нагревательной поверхности;
- насадок: дорна и гильз, которые одеваются на нагревательную поверхность;
- рукоятки, покрытой не скользким материалом;
- опоры, на которую надеваются насадки.
Стандартный набор инструментов
При монтаже водопровода, как для холодной, так и для горячей воды, системы отопления, канализации используются полипропиленовые трубы, диаметр которых позволяет использовать для их соединения стандартный набор инструментов:
- сварочный аппарат;
- насадки нагревающие;
- держатель;
- подставку;
- шаблон для отверстий;
- ножницы;
- рулетку;
- болты, закрепляющие насадки;
- ключ шестигранный;
- уровень;
- набор ключей гаечных.

Кроме инструмента при диффузионной пайке паяльником пользуются фитингами:
- соединительными, то есть муфтами паечными и для труб одинакового диаметра, и для труб с разными диаметрами;
- уголками;
- переходниками;
- тройниками.


Критерии выбора паяльника для труб
Когда собираетесь покупать паяльник для пластиковых труб, первым ориентиром для вас будет его мощность. Не корректно поступают те, кто выбирает его по принципу: чем выше мощность, тем лучше.
Какие параметры зависят от мощности
От мощности зависят следующие параметры:
- максимальный допустимый диаметр труб, которые можно соединять этим прибором;
- время, за которое сварочный аппарат нагревается;
- скорость, выполнения монтажа.
Расчет необходимой вам мощности
Формула очень проста:
- Определяемся с диаметром труб, которые собираемся использовать;
- диаметр в мм умножаем на 10;
- получаем наименьшую требуемую мощность в Вт.
Выбирая мощность, вычисленную по вышеприведенной формуле, нужно также учитывать рекомендации, выложенные производителем в инструкции.
Производители
Страна-производитель паяльника для сварки труб так же является важным критерием выбора. Существует мнение, что лучшие полипропиленовые паяльники выпускает Чехия, в частности фирма DYTRON, специализирующаяся на сварочном оборудовании для пластмасс. Этот производитель не просто занимается сборкой, а все основные комплектующие для ответственных узлов сама и производит. Популярностью пользуется модельный ряд высококачественного, функционального оборудования для профессиональной раструбной сварки: ручные паяльники Dytron POLYS Р-4 :

Отличается следующими характеристиками:
- применяются насадки 16-75 мм;
- температура регулируется микропроцессорным регулятором;
- температурный диапазон — 180-280 градусов С;
- одновременно можно работать с двумя типами насадок: синего и черного цвета;
- максимальная температура, которую может выдержать кабель для подключения паяльника в сеть — 280 градусов С.
Большинство полипропиленовых паяльников Dytron (Дайтрон) имеют звуковую сигнализацию TraceWeld, которая контролирует время нагрева, переключение, охлаждение в соответствии с параметрами свариваемых трубы.
На синих насадках нужно остановиться отдельно:
- по сравнению с черными, они более износостойкие и ресурс их в два раза больше;
- размерный ряд: 1,6, 2,0, 2,5, 3,2, 4,0, 5,0, 6,3, 7,5 см.
А вот ручной сварочный аппарат для труб Polys P-1a 850W, относится к полупрофессиональным моделям. Имеет следующие характеристики:
- вместо процессора на нем установлен термостат для регулировки температуры;
- форма нагревательного элемента — мечевидная;
- питается от сети 220 В;
- мощность — 8,5 кВт;
- применяются насадки — 1,6-7,5 см;
- температурный диапазон — 180-280 градусов С с погрешностью ±7,5 градуса;
- весит 1,6 кг;
- имеет систему защиты от перегрева.

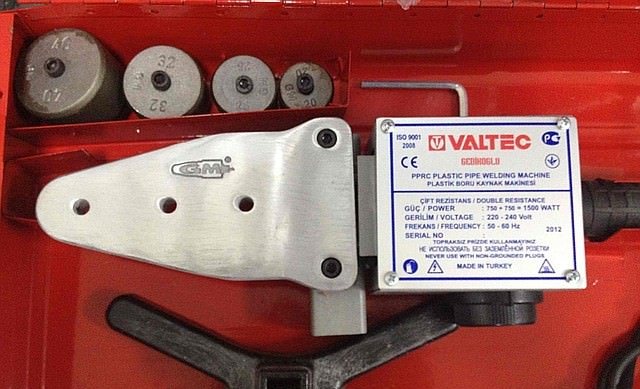
Хорошим качеством отличаются аппараты для сварки труб из полипропилена фирмы VALTEC (ВАЛТЕК). Этот солидный производитель выпускает все необходимое для монтажа инженерных систем: начиная с пластмассовых труб и заканчивая инструментом. Предприятия, выпускающие продукцию под этим торговым знаком, есть в Турции, Италии, России.
Паяльник Valtec модели VTp.793 входит в комплект, размещенный в металлическом ящике, и кроме него, включающий:
- подставку;
- нагреватели сменные: 0,20, 0,25, 0,32, 0,40 см;
- 3-х метровую рулетку;
- ножницы для труб;
- ключи.
Паяльник отличается широким диапазоном регулировки: от 0 до 300 градусов С.
Как правильно выполнить сварку труб из полипропилена
Диффузионная сварка
В основе этого вида сварки лежит процесс плавления. Детали, которые нужно соединить, нагреваются с использованием электроэнергии до установленной температуры. Необходимым условием является, чтобы они были выполнены из материалов, имеющих одинаковую температуру плавления. Сам процесс выглядит так:
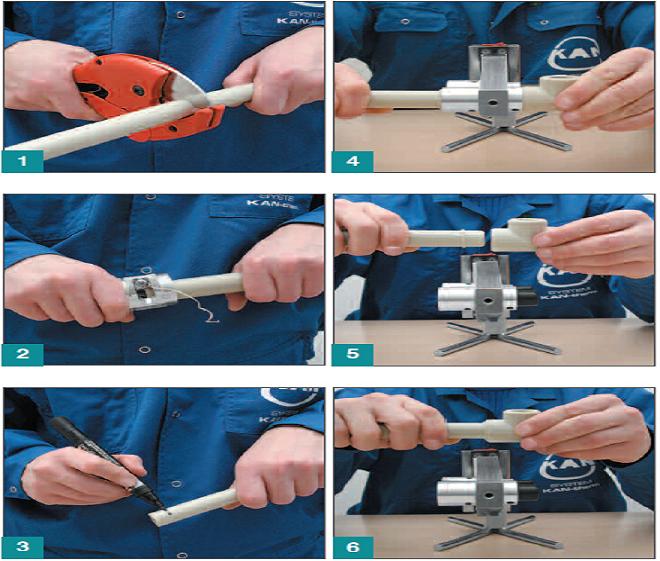
- Готовим трубы к сварке, подрезая в размер, чтобы получилась фаска 40 градусов. Затем – очищаем с помощью циклевки и обезжириваем свариваемую поверхность. Если не обезжирить, то шов получится плохого качества;

- насадки крепим к сварочному аппарату винтами;
- внимательно прочитав инструкцию, выбираем режим работы сварочного аппарата. Обычно это от 250 до 270 градусов С;
- когда насадка нагрелась, а об этом сообщит индикатор, просигнализировав красным, надеваем на нее фитинг, стенки у которого более толстые так, чтобы не болтался;
- на другую сторону насадки насаживаем трубу, при этом, посадка трубы должна быть такой же, как и посадка фитинга;
- засекаем время. От диаметра труб и модели аппарата для сварки зависит сколько труба и фитинг будут нагреваться;
- по окончании нагрева трубу и фитинг необходимо снять с насадки;
- стараемся быстро, пока материал не остыл, но осторожно совместить детали, не допуская никаких смещений, иначе шов будет некачественным;
- сжимаем детали несколько секунд пока температура частично не снизится, а труба в отверстии фитинга хорошо зафиксируется;
- теперь необходимо защитить шов от попадания влаги и пыли.
Вот и все. Трубы можно укладывать. При этом они не должны провисать. Воду по ним можно пустить через 60 минут.
Полезно
- сварочный аппарат для труб нельзя выключать до полного окончания работы;
- оптимальная температура — 260 градусов С;
- детали должны нагреваться одновременно;
- если элементы, участвующие в соединении недогреть, то шов не получится надежным, так как показатель вязкости материала будет недостаточным для хорошей диффузии;
- перегрев вызовет неустойчивость материала и трубу не получится вставить в фитинг;
- во время застывания, детали лучше не трогать во избежание деформаций;
- если допущен брак, то это место нужно вырезать и весь процесс повторить сначала.

















